Study “PHA” and its base “Safety through Design”
“PHA” and its base “Safety through Design”

私のこの記事との関連サイトはここをクリックして、ご覧ください。
はじめに
”それはあくまで偶然ではありません”
組織によっては、日常的障害という絶え間ない雑音のなかに真の問題の発生を知らせるかすかな音がまじっているのを聞き分ける熟練者を養成しているところもある。そのような組織において、熟練者から報告を受けた上司が、かれらに迅速な行動をとらせている場合には、その組織はチェスの選手と同じことをしていることになる。チェスの選手は、盤面を検討するとき、 自分の観点から考える時間よりも敵の観点に立って考える時間のほうが長い。(次章で語るこの記事では省略)石油掘削基地オー シャンレンジャー号の物語は、あまりにもルー チンワー クに寄りかかりすぎた人びとがどんな目にあうかを示しているが、かれらは、不愉快な [もしも] のシナリオが、たった一日のうちに,いくつも積み重なって惨事に至ることなど絶対にない、と思い込んでいた。ところが第一次世界大戦中、英海軍の機動戦艦の艦隊がドイツ戦艦ゲーベンを取り逃がす原因となった。ウィンストン チャーチルは災難の連鎖につい、述べている。”恐ろしい「もしも」は、累積していく習性をもっている。”
(ここで「もしも」を「What if」と読み替えてください。)出典:INVITING DIASASTER Lessons from the Edge of Technology by James R. Chiles (草思社 最悪の事故が起こるまで人は何をしていたのか)Copyright © 2001 by James R・ Chiles All rights reserved. Published by arrangement with HarperBusiness, an imprint of HarperCollins Publishers through Japan UNI Agency, Inc., Tokyo
下の5分ビデオをご覧ください。

事故:クラレ パサデナの放出と火災場所: 場所:テキサス州パサデナ事故発生日: 2018/05/19 | 最終レポートの公開日: 2022 年 12 月 21 日
事故の種類:火気作業 – 爆発および火災 調査状況: 2022 年 12 月 21 日にリリース。2018年5月19日にクラレアメリカで爆発が起こり、テキサス州パサデナにあるEVAL施設の従業員21人が負傷した。この施設では、EVAL として販売されるエチレン ビニル アルコール コポリマーを製造しています。クラレアメリカは東京に本拠を置く特殊化学品メーカーです。
学ぶものが多い?
「また問題を起こしたか」の防止ができれば、” 事故発生防止”さらに”万が一事故が発生しても災害の最小化”という願いと目的が達成ができます。では、Lesson1につづきます。
Lesson 1: Kickoff Plant Safety 製品のライフサイクルにわたる人とモノと環境
1.「製品のライフサイクルにわたる人とモノと環境」
別の表現に置き換えると、「製品のライフサイクル全体に関わる人、製品を生み出す設備、装置、プロセス、アウトプットの製品、さらに周辺の環境」と言うことができます。 また、マーケティング的なサイクルは、「製品が市場に登場してから退場するまでの消費者が製品を購入することができる期間全体」です。
製品の全ライフサイクルにわたる人とモノと環境に与えるリスクを除去軽減して一定の容認できるリスク水準に到達するには、リスクの要因となる危険源や危険事象を特定し、そのリスクを分析、評価し、リスク軽減処置をする必要があります。①、②の国際規格があります。
①ISO 12100 に代表される国際規格
欧米において、1990年代以降、機械類の製造者に責任を課す多くの法規制、基準が制定されました。その法的な理念と安全思想を受け継ぐ規格がISO 12100「機械類の安全性」です。
国際規格は、1995年のWTO(世界貿易機関)のTBT(貿易に関する技術的障壁)協定の締結により日本も規格導入しています。
②IEC 61508 、電気関係に必要不可欠な国際規格
プラント、装置、機械類は、例外なく電気電子機器、コンピュータなどで制御されています。このため機械類本体に起因する機械的なリスクを最小限に抑えただけでは、安全性は確保できず、リスクを生じる可能性が残っています。
そこで、機械類の安全性の確保にはISO 12100「機械類の安全性」、そして電気・電子機器的システムは、IEC 61508「電気·電子·プログラマブル式安全関連システムの機能安全性」の国際規格が規定する制御系の安全確保は不可欠です。
2.安全と品質の関わり
①安全性は品質の一部
製品の安全性は、品質が持つ特性の重要な一部である。英国の政府機関であるHSE(労働安全執行委員会)は、「労働安全衛生マネジメントのガイダンス」の中で、安全と品質の関係を定義しています。
安全と品質は、コインの表と裏のような一体の関係にある。(中略)品質マネジメントシステムを構築したことにより、安全性が必然的に高まるわけではないが、安全マネジメントの原理と品質マネジメントの原理は、同一である。
②米国のOSHA/PSMが審査するプラントの安全
 OSHAの中にある、プラントのプロセス(プロセスプラントまたはプラントプロセスとは、工場や施設で製品を作るために必要な機械や装置、パイプ、バルブ、タンクなどを組み合わせたシステムのことです、 例えば、石油精製所や化学工場などが挙げられます)の危機管理に関するPSM(Process Safety Management)を規定しています。このプロセス安全の思想や進め方、運用は他の製造業にも活用できます。OSHA/PSMは、プラント施工工事・コンストラクション終了後のコミッショニングの段階で、OSHA/PSMは行政当局の責任として現地に立ち入り施工されたプラントの安全性を審査します。
OSHAの中にある、プラントのプロセス(プロセスプラントまたはプラントプロセスとは、工場や施設で製品を作るために必要な機械や装置、パイプ、バルブ、タンクなどを組み合わせたシステムのことです、 例えば、石油精製所や化学工場などが挙げられます)の危機管理に関するPSM(Process Safety Management)を規定しています。このプロセス安全の思想や進め方、運用は他の製造業にも活用できます。OSHA/PSMは、プラント施工工事・コンストラクション終了後のコミッショニングの段階で、OSHA/PSMは行政当局の責任として現地に立ち入り施工されたプラントの安全性を審査します。
この審査は、プラントを受注したEPCコントラクターがPSMを遵守するための「行動計画」(コンプライアンス·プログラム)に基づいて、
①プラントが設計段階のハザード分析で抽出した非定常状態に対する「安全設計」が実施されているか。
②設計仕様に基づく品質の機器類が調達され、現地に搬入され、機器類は、設計仕様どおりの品質を保持した状態で据え付けられ、設計仕様に基づき施工され、配管、電気、計装、諸工事で品質確保しているか。
③設計仕様どおりの機器類とプロセスであることの確認のための試験、調整を実施しているか。
④ハザード分析に基づく非定常時の運転操作手順が記載されたO&Mマニュアルがあり、それに基づく試運転を実施しているか。
⑤プラントオーナーは運転要員、保全要員のトレーニングを完了しているか。
以上を立証する品質プログラムがあること(存在)と、その活動の証拠となる記録(レコード)を審査対象の重要文書となります。
OSHA では、プラントの安全はプロジェクトの各段階(フェーズまたはステージ)における適切な “品質管理活動”があってこそ確保できる、という考え方が基本となっています。
CO2排出量に関するライフサイクルのアセスメント紹介
ライフサイクルアセスメント(LCA:Life Cycle Assessment)とは、ある製品・サービスのライフサイクル全体(資源採取―原料生産―製品生産―流通・消費―廃棄・リサイクル)又はその特定段階における環境負荷を定量的に評価する手法です。LCAについては、ISO(国際標準化機構)による環境マネジメントの国際規格の中で、ISO規格が作成され、これを受けてわが国の企業でもCSR報告書などでLCAを取り入れています。下の図は、機能が同じ製品AとBに関連するCO2排出量を、LCAを用いて比較した例:生産段階のみに着目すると製品Bの方がAよりCO2排出量が少ないが、ライフサイクル全体を通してみると、逆に製品Aの方がCO2排出量が少ない。このようにして、LCAは、製品・サービスのライフサイクル全体での環境負荷を明らかにすることにより、より環境に配慮した製品・サービスを検討するための有用なデータを提供しています。環境問題への関心が高まる中、LCAは環境負荷をより包括的に把握する手法として注目されている。製品のライフサイクルとLCAによる環境負荷(CO2排出量)算定があります、算定イメージは省略します、出典:国立環境研究所 循環・廃棄物のまめ知識「ライフサイクルアセスメント(LCA)」
http://www-cycle.nies.go.jp/magazine/mame/20070702.htm
3.プラントの安全確保への基本的アプローチ
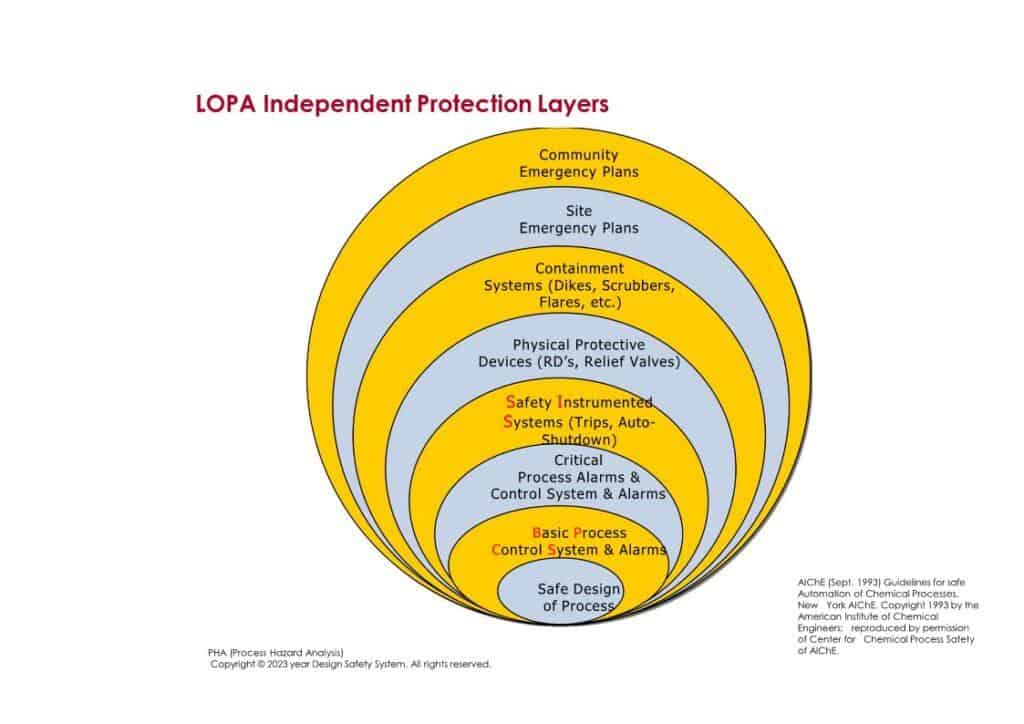
①Layers of protection for plant(プラント安全のための防護層)
機械類の安全は、本質的な安全設計をして、製造しただけでは確保できません。
機械類が現地に搬入され工事基準通りに据付け、試運転調整をして不具合いのパンチリストをつぶし、商業運転(運用段階)に入ります。大事なことは運転・操作の安全確保には、機械仕様の限界内で設定した運転標準で運転し、保全標準のルール条件に従った保全を実施すること。
ECの機械指令では、機械を使用することで直接もたらされる事故の大多数の社会的コストは、機械の本質的に安全な設計と製造、および適切な据付けと保全により減ずることが可能である【89/392/EEC 指令前文】
”機械類の安全確保は、「設計段階、調達、製造、施工、試運転、運転、保全、停止および廃棄段階」で本質安全設計を実施、各段階においてリスクアセスメントを実施、ステージ毎に、安全防護策を決め、機能し、その結果の積み重ねにより、実現します。
プラントのプロセスは、機械類の安全設計思想をもとにシステム化されたものです。プラントの安全は基本的には「設計にはじまる」。米国は、このようなプラントの安全確保の考え方を、"Layers of protection for plant (プラント安全のための防護層)” とし、プロセスプラントの危機管理はOSHA/PSMも、”Layers of protection for plant”を安全確保のための基本的な考え方とし、プロセスプラントの安全確保は、「設計、調達、製造、施工、試運転、運転、保全、停止および廃棄」の段階で本質安全設計を実施する“Safety through design”立脚しています。
②設計の基本となるプロセス危険分析(PHA)

PSM and PHA
プラントの安全を確保するための、“Layers of protection for plant”の考え方は、最初に設計段階に実施するPHA(プロセス危険分析:Process Hazard Analysis)の実施に引き継がれます。
最初に設計段階に実施するPHA(プロセス危険分析:Process Hazard Analysis)は 表 “Layers of protection for plant”の構築に必要な活動、をご覧ください。
安全確保は設計以降の調達、設備、施工、試運転、運転、保全および廃棄の各段階(フェーズ)における、安全設計に依存し、その結果は全ライフサイクルの安全確保に大きく影響します。
設備設計構想にあるルールだから、上司が言うからと儀式的に、形式的にPHAをすることではありません。PHAはエンジニアだけでなく、保全、オペレーター、運転経験者、調達、のチーム編成し進めます。ここには、若手の参加をすることをお勧めます。経験の少ない若手は討議により学習ができ、技能継承につながります。
③プロセス危険分析(PHA)に基づく安全設計防護対策
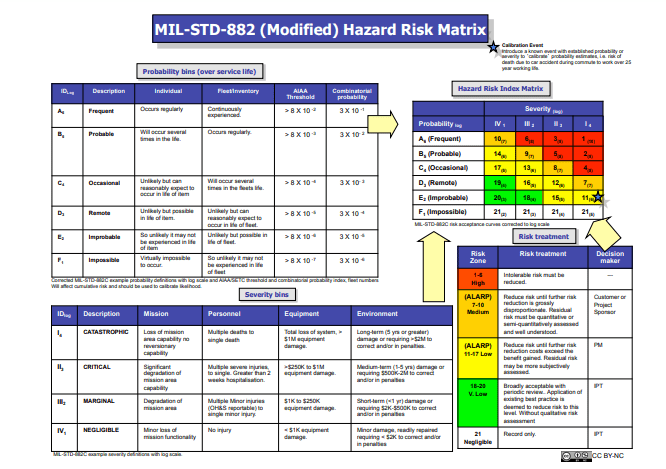
プラントの全ライフサイクルで安全確保するためには、設計段階でリスク低減のためのプロセス危険分析を実施し、それに基づく安全設計防護対策を採用し、設置すること、これが基本です。米国のNational Safety Council: NSCは、安全は設計を通じての英語メッセージ、“Safety through design”をしています。そしてリスクマトリックスは米国国防総省のMIL-STD-882 を基準を使います。
Lesson 2: Plant Safety 危機管理マネジメント
危機管理マネジメントは、プラントを持っている事業者は、事故を防止し環境と人間を保護するため、ハザードを特定し分析しリスクを評価する、そして安全マネジメントシステムを策定すること、そして設備ごとの設計、施工、調達、試運転、運転、保全などに関わる事項についてリスクアセスメントを実施し、検証した「安全管理レポート」を作成、所轄監督官庁に提出し、監督官庁はそれをレビューし、事業者に結果を通知し必要に応じて事業所を監査します。
独り言:
しかしまだまだ日常の出来事として、「また問題を起こしたか」、と多くの企業が品質・環境・安全に関する不祥事を起こしている昨今です。日本は安全だけでなくQCDSH&IS(Information security) のマネジメントシステムの再考が必要です。
PSMが要求する設計段階におけるPHAプロセス危険分析に基づき系統立てた、プラントの全ライフサイクルにおける安全管理および危機管理は、わが国のプロセスプラントの安全確保のあり方であり、製造品の基盤である品質マネジメントのあり方の再考となります。
特に安全については、“Safety through design”をベースにした“Layers of protection for plant”の安全思想から、網羅的に学ぶべきことが多いと思います。
OSHA/PSMは、プロセスの危険分析の基本、“Safety through design”の思想により、プラントの全フェーズの安全防護策を施し、“Layers of protection for plant”を構築し、災害防止および災害の最小化のための「エンジニアリングマネジメントシステム」と「セーフティーマネジメントシステム」を規定しています。
OHSHA/PSMが規定するエンジニアリングとマネジメントの任務上の最重要課題は、プロセスの危険分析(PHA)です。危険分析の結果に不備があれば、その後の各フェーズにおける安全防護策にドミノ現象的な問題が生じます。課題から分析、対策のために、
PHA メンバーの選定に関する、左からCharter (憲章)作成、チームメンバーの選定条件、責任
 |  |  |
- 危険分析チームのメンバー構成:
「エンジニアリングおよびプロセス操作の専門家」「評価すべきプロセスについて経験と知識のある者を最低1名」および「採用するハザード分析手法を熟知している者」からメンバーは、構成されること - 危険分析は、最低5年ごとに再評価をすること
- OSHA 当局による現地立入り監査は、危険分析結果の妥当性を検証する。危険分析の不備には、高額の罰金を科す
- PSMの規定の遵守監査は、最低3年ごとに実施する
なおIEC 61508に基づく機能安全性評価を実施は、プラントで事故が発生時の被害の大きさ、安全度(SIL)レベルに応じ、「独立した個人」「独立した部門」または「独立した組織」とすることを要求しています。
OSHA/PSM が、プロセスの危険分析に次いで重視しているのは、
「プロセス機器の健全性」
設計段階から調達、施工、試運転に至る間のプロセス機器の健全性は、現地立入り監査の際の重要な監査対象とされています。
しかし、保全段階における機器の健全性の継続的維持については、機器健全性プログラムの策定と実施を求める規定であり、保全計画の策定に関する規定はありません。でも保全段階におけるプロセス機器の健全性の維持を目的とする保全計画の策定は、API RP 580のRBI(Risk-based Inspection)を活用することにより補完できます、すべきです。
RBIによる保全計画策定をすることは、海外市場におけるプロセスプラントをめぐる法的な案件およびプラントオーナーの経営課題の視点から重要です。
Lesson 3:Plant Safety 災害防止の法と規格
プラントの災害防止
プラントの危管理 (OSHA/PSM)
1.災害防止に関する法と規格
化学プラントなどのプロセスプラントの災害防止を目的とするエンジニアリングおよびマネジメントの流として、欧米の制定法や規格類は、プラントの設計段階から運転および保全に至る全フェーズにおいて、リスク分析を基本とするアプローチ(Risk-based approach)を採用しています。
関連する規格類を時系列的に並べたもの:
①API RP 750:プロセス危険マネジメント(Management of Process Hazards)、1990年 ②29CFR OSHA/PSM(§ 1910.1200):プロセス安全マネジメント(Process Safety Management)、1992年 ③ 40 CFR RMP(Part 68) : リスクマネジメント·プログラム( Risk Management Program)、1996年 ④EU Seveso II 指令:危険物大規模災害抑制に関する指令(Council Directive 96/082/EC of 9 December 1996 on the control of major-accident hazards involving dangerous substances)、1996年
⑤IEC 61508:電気·電子·プログラマブル電子式安全関連システムの機能安全性(Functional safety of electrical/electronic/programmable electronic safety-related system)、1998年 ⑥API RP 580:RBI(Risk-based Inspection)、2002年
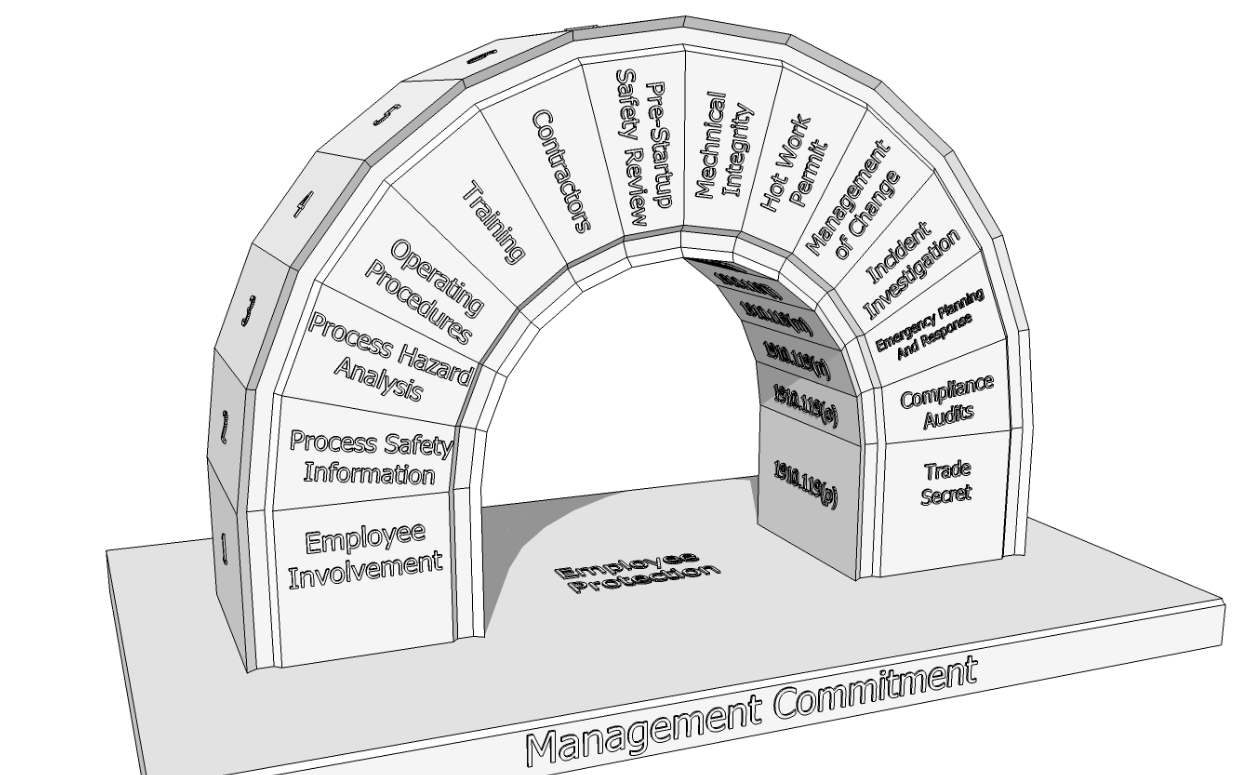
①のAPI RP 750は、下の図の8.Mechanical Integrity 災害の最小化が目的です。
 | |
規定事項を拡充し,API RP750の規定事項も基本的に採り入れ、法制化した米国の連邦法が、②のOSHAが定めるPSMで、OSHA/PSMは、プラントの設計段階におけるプロセスハザード分析およびリスク分析が基本の「安全は設計にある(Safety through design)」思想を骨子に置き、プラントの設計段階から調達、施工、試運転、操作および保全段階、廃棄、リサイクルに至るすべてのステージ、フェーズにおける安全諸活動が積み重ねる、"Layers of protection for plant”を貫いています。
OSHA/PSMは、プラントが存在する事業所(サイト)内の災害事故を対象としています。そしてプラントの事故がサイト外の地域社会に波及した場合の安全と環境保全を任務、目的とする環境保護庁はRMP(リスクマネジメント·プログラム)を発行しています。RMPは、OSHA/PSMの規定項目に類似した構成となっています。
このEPA/RMPと同様に、大規模災害が発生した場合の安全と環境保全への影響を軽減することを目的として、欧州連合(EU)が発効した指令が④のEU Seveso II指令です。
プラント事故の発生予防および災害化の防止を考える上で重要な課題は、プラントをコントロールする制御系システムの安全機能にまだまだ問題があることです。プロセスの運転状態が “非定常状態とよばれる、異常な状態” に陥った場合、定常状態に復帰させるために必要不可欠なプロセス監視制御システムが、プラントの耐用期間中には、一定の規定水準下にあり、規定条件下では安全機能を十分に遂行できることを保証しなければならない。
近年、プラントの制御システムは、多数の電子デバイスやソフトウェアから構成されているコンピュータ制御方式を採用しているため電磁ノイズやプログラムエラーに起因するハザード要因あるいは電子デバイスの信頼性の問題が潜在的に存在します。さらにハッカーによるサイバーテロ攻撃です。
⑤の国際規格IEC 61508は、このような背景からプラントなどのシステムの全ライフサイクルにわたる制御系の機能安全性を規定するものです。プロセスプラントなどに潜在的に存在するリスクの大きさに応じて、制御システムが機能安全性のレベルを保持するように信頼性解析を加味しリスクベースド·アプローチによる制御系の安全関連システムの設計と保全計画の策定を求めることを規定しています。
これに対して⑥のAPI RP 580は、電気·計装·制御系を除くプロセス機器類が潜在的に持つリスクの大きさに応じてMecahnical Integrity 保全計画を立案し実施することを求めています。
2.Safety through design(安全は設計から)
操業中のプラントに起因するリスク除去、低減を図るために、運用段階において点検·保全を十分に実施しても、プラントを構成する個々のプロセス機器、装置類、配管などの信頼性および品質が向上するわけではありません。
設計段階におけるプロセス機器の設計が不適切であれば、その仕様に基づいて機器が製造あるいは調達され施工された場合、運用段階において保全活動を実施しても、潜在的に存在する不適切な問題点が顕在化するおそれが多くあります。仮に運転保全段階で改修しそれを是正するにしても、設計段階で適正な設計を実施するフロントローディング、前工程にリソースを十分にかけ、問題点を解消するほうが、事故後に発生するコストや時間も困難さも解消できます。
プロセスプラントの全ライフサイクルのハザードをフロントローディング、最初の設計段階で可能な限り抽出・分析・評価し、リスクの除去軽減をします、結果、運転、保全段階における安全性の確保は容易になります。米国のNSC(全米安全協議会(National Safety Council))は、「Safety through design(安全は設計から)」というメッセージにし、コミットしています。定義はSafety through designとは、設計とエンジニアリングの初期の段階において危険分析およびリスクアセスメントを行い、傷害または損害のリスクが受け入れられるレベルになるまで諸活動と組み合わせること。
下は、NSCのモデルを示しています。考え方は責任部署が変われどもどれも類似しロジックに一貫性があります。
| Safety through design のモデル |
| 安全の確保には、①から⑦のステージ上で、安全達成の容易化および安全達成に対するコストを追求する | |||
| ①設計 | ②施工 | ④運転 | ⑥廃棄 |
| ②調達 | ③試運転 | ⑤保全 | ⑦リサイクル |
| 安全達成の容易化 | 安全達成に対するコスト | ||
安全性の達成には、必要とするコストと安全達成の容易性に課題があります。
このため、プラントの安全性の確保あるいは向上は、プロセスの設計段階からプロセス上で起こり得るハザードならびにプラントの全ライフサイクルにわたるハザードを予見できる限り、可能な限り特定し、そのハザード分析の結果をベースとして、プロセス設計とプロセス機器の仕様を決定し、機器を調達し、施工し、試運転し、運転段階と保全段階に至る、 Safety through design を現実化、具現化することです。考え方は責任部署が変われどもどれも類似しロジックに一貫性がありシステムに魂を入れ込むことを忘れていません。
NSC: Accident Prevention Manual for Business & Industry: Engineering & Technology,12thEdition, 2001も参考にしてください、時代がたっても骨子に変わりはありません。
3.事故防止と品質保証
API RP 580 Risk Based Inspection(RBI)が規定するリスク評価にベースを置く保全プログラムの策定は、プラントのプロセス機器類の健全性(Mechanical Integrity)を維持することです。
RBIによる保全段階における機器類の健全性の維持は、設計段階からプロセスおよびプロセス機器類に対する設計をして、その仕様に基づく機器類の調達と施工および試運転をし、それらが実施されたことを証明する設計段階から試運転段階に至る一連の品質保証活動の実施と記録によるプラントの一定水準の品質確保を示すことが前提条件となります。
一般に製品の安全性は、製品の品質の重要な一部であり、わたしたちは、この製品を安全に作り、お手元にお届けしています、HSE(英国の健康労働安全部)が「安全と品質は、コイン(硬貨)の表と裏のような一体の関係にある」と述べているように、プラントの安全も品質と表裏一体の関係です。OSHA は新設プラントに対して Pre-start up safety Review の目的で、コンプライアンス·オフイサー(Compliance Officer)がサイトに立ち入り、設備・プロセスの品質保証活動の実施までの組織活動、業務を示す証拠の提示をEPCコントラクターにし、EPCコントラクターが機器類および配管などの施工物の健全性を立証することを求めています。
でも、リスク分析を基本として事故防止あるいは災害の最小化に挑むアプローチも、プラント全体のプロセス品質の保証活動を抜きにしてはその目的は達成できません。
4.Layers of protection for plant
設計段階におけるプロセス危険分析(PHA)を基本とする分析を設計に活用していくリスクベースド·アプローチも、保全段階におけるRBIによる保全計画を策定実施するリスクベースド·アプローチも、単独で事故防止および災害の拡大化を防止する目的を必ずしも達成できません。
多くの制定法および規格、基準に規定されている要求事項は、働く人々が意図する事故防止と事故、災害の最小化という目的達成のために相互に補完する関係にあります。補完関係性を読んで見極めてください、法、規格、基準、標準は決して無駄にはなりません。
OSHA/PSMの背景にある“Layers of protection for plant”の思想は、プラントの設計から廃棄まで、全ライフサイクルの各ステージ、フェーズにおいて、安全は設計を通じて獲得できるとする、“Safety through design"の思考を適確に実施することにより思想の達成ができます。このため OSHA/PSMの要求規定を遵守し履行し、API RP 580のRBIおよびIEC 61508の規定を順守、補完し合うことにより、“Layers of protection for plant”の思想のDNA構築が現実となります。日本はここまで到達しているかなと疑問が出てきます。日本製鉄の有害物質の垂れ流しなどは懸念事項です。
OSHA/PSMおよび同ガイドラインを基本とし、必要に応じてAPI RP 580のRBIおよび IEC 61508規定事項などでそれを補完して“Layers of protection for plant”を構築するために必要な「実施すべき主要事項」を要約したものが下表です。
表 “Layers of protection for plant”の構築に必要な活動
| フェーズ | 実施すべき主要事項 | 備考 |
| 設計段階 |  (1)プロセス·セーフティ·マネジメント(OSHA/PSM) | PSM監査の対象事項
|
| 〃 | 実施すべき主要事項 | 備考 |
| 設計段階 | (2)システムセーフティ·プログラム(MIL-STD-882) 下欄参考 ①システム、法的·契約上の要求事項への対応 ②過去の安全性データの活用 ③新しい材料·設計·生産·試験·技術の採用 ④リスク除去低減作業 (3)機能安全性スタディ(IEC 61508) ①SIL(Safety Integrity Level)の決定/顧客からの指定 ②耐用年数の決定/顧客からの指定 ③RCM(Reliability Centered Maintenance)による保全基本 計画の策定 ④制御系を含むプロセス機器のリスク評価に基づく仕様決定 ⑤制御系を含むプロセス機器の信頼性評価 (4)プロセス機器の安全性(ISO 12100) ①リスク除去低減作業 ②残留リスク情報の提示 ③アベイラビリティ·スタディ ④デペンダビリティ·スタディ |
| 〃 | 実施すべき主要事項 | 備考 |
| 調達段階 | (1)プロセス·セーフティ·マネジメント(OSHA/PSM) ①プロセス機器の健全性: -MTTFに関するベンダーの推奨値の提出要求 PSM 監査の対象事項 一調達品の準拠規格の提出要求 -試験検査記録の提出要求 ②プロセス機器の健全性確保のための品質保証 ③プロセス危険分析に基づく仕様どおりのプロセス機器の調達 (2)調達品に対するFMECA の実施(ISO 9001、9004) ①RPNに基づくベンダーの選定 ②RPNに基づくレコードの作成保管要求 (3)安全性を織り込んだ調達品の仕様決定(MIL-STD-882) (4)プロセス機器類の安全性(ISO 12100) ①残留リスク分析の要求 ②使用材料に関する物性情報の要求 ③耐用年数の要求 ④顧客の指定プラント耐用年数に応じた供給体制維持の要求 (5) SIL レベルに対応した安全仕様の要求(IEC 61508) | PSM監査の対象事項 MTTF:修理しない系統·機器·部品などの故障までの動作時間の平均値 PSM監査の対象事項 |
| 〃 | 実施すべき主要事項 | 備考 |
| 施工段階 | (1)プロセス·セーフティ·マネジメント(OSHA/PSM) ①EMRに基づく工事請負業者の選定②安全プログラム(S&H)プランの策定(OSHA) -JHA(Job Hazard Analysis)による作業分析 -上記分析に基づく施エマニュアルの作成 -工事関係者に対するオリエンテーションの実施 -危険を伴う作業に対する作業手順 -事故時対応プログラム PSM監査の対象事項 -緊急事態対応アクションプランの策定 -火気使用等の作業許可(Permit Works) -作業保護具(PPE)プログラムの策定 ③工事請負業者の安全プログラム 機器健全性プログラム: (2)機器健全性プログラムの策定と運用(OSHA/PSM) ①機器点検リストの作成 品質保証プログラム: ②MTTFに基づく点検監視の優先順位の決定 ③外観検査基準の策定と運用 ④配管·バルブの点検基準の策定と運用 ⑤機器類の内部点検基準の策定と運用 (3)品質保証プログラムの策定と運用(OSHA/PSM) ①設計仕様書·機器メーカーの据付け要領書に合致した機器、設置のための検査 ②適正な機器および工事用資材の使用確認 設置のための検査 ③適正な機器および材料の認証ドキュメント類の取得 ④組立·施工手順および検査手順の適性確認 ⑤その他 (4)環境保全(Environmental Compliance)プランの策定 | EMR:労災指数 安全プログラム: PSM監査の対象事項
|
| 試運転段階 | (1)コミッショニング·プログラムの策定(IEC 61508) ①コミッショニングプランの作成 ②プレコミッショニングプランの作成 (2)品質保証プログラムの策定と実施 ①機器および施工の設計仕様への準拠の確認 ②安全·操作·保全·緊急時の手順の妥当性の確認 ③プロセス危険分析に基づく対応策の実施の確認 ④改修の場合には、変更に伴う安全性の検証管理の確認 ⑤プロセス運転保全要員のトレーニングの実施済みの確認 | PSM監査の対象事項 |
| 運転及び保全段階 | (1)機器健全性プログラムの策定と実施(OSHA/PSM) ①プロセスの用途に適した保全用の機材、予備品の保証 ②プロセス機器の健全性を保つための手順書の策定·実施 ③プロセス機器の健全性を保つための保全要員の訓練 ④プロセス機器に対する下記試験検査の実施 -試験検査法:ASME·ASTM·ULなどの規格に準拠 -試験検査の頻度:メーカーの推奨、規格に準拠 -試験検査記録:実施日、担当者名、試験項目、結果 ⑤プロセス安全情報に基づき仕様限界を逸脱しているプロセス機器の不適格事項の修復 (2)PHAに基づく操作手順(OSHA/PSM) ①下記事項のO&Mマニュアルへの記載 -運転限界の明示 一定常状態における操作方法 一定常状態からの逸脱したときの操作方法 -安全衛生上の考慮事項:PPMなど ②保全事項のO&Mマニュアルへの記載 -保全作業事項 -保全作業手順 -試験検査手順 -安全確保に要する補修作業 一保全に要する試験·予備品など (3)品質保証プログラム(OSHA/PSM) ①新設プラントおよび機器の施工時に、製作された機器がプロセスの用途に適するための品質保証 ②設計仕様とメーカーの指示どおりに機器を設置するための適切なチェックと検査の実施 -プロセスの用途に適した保全用の機材、予備品の保証 (4)変更管理/コンフィギュレーション·マネジメント(OSHA/PSM) ①操作手順、保全作業、改造作業などによる変更に対して安 全性の評価、ドキュメントの見直し、承認 (5)危機管理(OSHA/PSM) ①緊急時対応プランの策定 ②事故調査 (6)安全プログラム(S&H)プランの策定(OSHA) (施工段階と同一) | RCM(IEC 61508)およびRBM(API RP 650)による保全計画の立案 |
「部分最適」と「全体最適」とは何か:「部分最適」(英語名「suboptimization」)は、「局所最適」または「個別最適」。「部分最適」システムや企業組織の中で、それぞれの要素や部署の機能の最適化を図ること
例えば、そに1,企業やその企業のグループにおいて、材料の調達や製品の生産、物流、販売まで、それぞれの業務機能だけの生産性をあげることが「部分最適」になります。その2,事業を構成する各部署や従業員それぞれがバラバラな形で最適化されることは「部分最適」
「全体最適」(英語名「total optimization」)とは、システムや組織の全体の最適。「全体最適化」のプロセスでは、企業の各部署や全ての従業員の歩調をあわせて同じ方向に最適化すること。「全体最適化」により、業務が組織全体として管理され、過剰在庫や機会損失の問題を減らすことを可能にする。「部分最適」をいくら積み重ねても「全体最適」とはならない。「全体最適」には、企業のトップの積極的な関与が必要。
現在は「部分最適」を積み重ね「全体最適」を目指すための経営理念・ビジョンを全社に明確にコミット、周知し経営ミッションにチャレンジする組織管理が、企業組織には不可欠な要件になっています。


まとめ
”それはあくまで偶然ではありません” 「What if」を繰り返し、
「全体最適」(英語名「total optimization」)のプロセスでは、企業の各部署や全ての従業員の歩調をあわせて同じ方向に最適化してください。そして、「全体最適化」により、業務が組織全体としてみんなで管理し、管理され、過剰在庫や機会損失の問題を減らすことを可能に!
 |  Design Safety System |